Hi all, I have bought a second hand Creality Ender 5 pro. So far so good. I checked the belts, tightened the bolts (where needed) and successfully ran it for a week before deciding “you know what this printer needs? Klipper firmware.” So off I went and installed Klipper.
Ran though all the requisite calibrations, so now the extruder extrudes 50 mm (+/- about 0.2mm) when I ask it to, my calibration cubes measure exactly 20 x 20 x 20 mm with less than 0.1mm deviation. PID tuning for hot end and the bed. But the stringing. The stringing!
The filament is 3DJake ecoPLA that I opened two weeks ago.
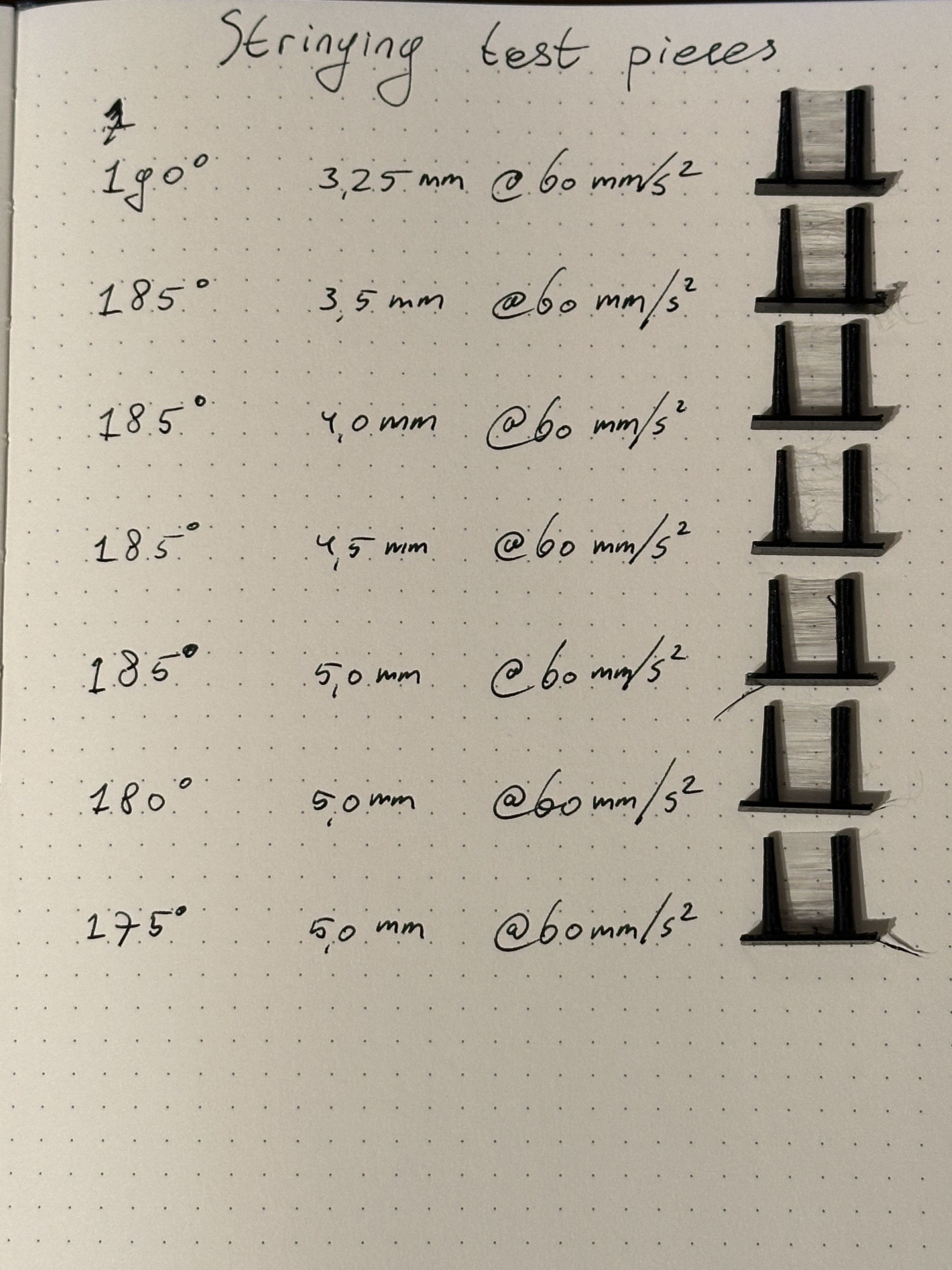
See picture attached (and apologies for miswriting the ^2, I had misremembered). Temperature, retraction, it doesn’t matter. With stock firmware the retraction worked well at around 4.5mm retraction at 40mm/s. I can’t get the stringing to stop here at like 80mm/s and 8mm of retraction and I am at my wits end.
I would greatly appreciate any pointers you guys might have for me!
Have you dried your filament? I tried literally everything to fix stringing and nothing worked. I dried my filament and had a perfect print. It doesn’t matter if the filament is 2 weeks, or 2 seconds old, they can come from the factory with too much moisture retention.
Every time I think it’s not the filament being wet, it’s the filament being wet. Was chasing some blobbing and stinging on petg, swapped to a new spool of a trusted brand and it pretty much all went away. I really should dry all new spools but especially cheap or unknown brands, I’m definitely going to dry before using.
The pla being wet is probably the only real possibility left at this point. I’m going to try and dry it today, thanks!
Definitely look into this. I have had the exact same thing happen to me.
I haven’t yet! I’ll look up how to dry it, thanks!
I think it is best to first print a temp tower then some retraction test where you would stick with same temperature and variates distance and speed. You can use tools here to make it simple. https://teachingtechyt.github.io/calibration.html
If after that, you still have stringing, best is to test a new spool (or dry your spool) as too much humidity in pla will give you stringing whatever settings you use
I haven’t shown them, but I did print a temp tower and retraction tower when I first got the printer, which is how I got my initial 190deg, 4.5mm@40mm/s settings and those worked until I flashed Klipper. Now it seems that flashing may correlate with the filament having gotten wet.
You may want to try hotter too if you haven’t yet. Printing faster can sometimes require a bit of extra heat and too low can cause a different kind of stringing.
Do you have z hop on? If yes, try lowering it a bit. Going from 0.4 to 0.2 helped me a lot.
Thanks! I have it on, but already at 0.2. I did try a print with it disabled and made no perceivable difference.
You may want to take a look at pressure advance if you haven’t already. Seems to help a lot with retraction on bowden printers.
https://ellis3dp.com/Print-Tuning-Guide/articles/pressure_linear_advance/introduction.html
Thanks! I had, used the pressure advance tower from the klipper wiki. It did help with bulging corners a bit at 0.250s.
Haven’t done any printing in PLA (Only PETG and TPU) but is there a chance it’s due to your filament being too wet?
Looks like it! I had initially discounted the possibility due to the newness of the filament but it is pretty much the only thing left I guess. Thanks!
Dial in your temperature first with a temperature tower. Make sure you set the temperature changes at the correct heights in your slicer. Once you have selected the best temperature, then print a retraction tower. Make sure you set the retraction changes at the correct heights in your slicer. I have an ender 3 pro, and ended up at 200° with 2mm retraction. Remember to dial in one setting at a time. Best of luck!
Thanks! I had printed a temp and retraction tower when I first got the printer and used those to get to 190deg 4.5mm@40mm/s. However from the other comments it looks like wet filament might be the issue.
Have you used this same filament from this manufacturer before and had different results?
Polymer blends vary wildly between manufacturers and there are all kinds of additives used to adjust the thermal & mechanical properties of the material. Even the dye used can affect the way the plastic behaves. Most PLA filaments on the market are not actually 100% PLA because the resulting products tend to be brittle and fragile, so various adjusted PLA blends have become more popular. There are a lot of options for plasticizers that can be added, and there is absolutely no standardization between manufacturers of which ones get used or in what ratios they are added to the base PLA.
I haven’t shown them, but I did print a temp tower and retraction tower when I first got the printer, which is how I got my initial 190deg, 4.5mm@40mm/s settings
This is not really good enough. Every material is different, even the same PLA blend from the same manufacturer but in a different color might need different settings to get good results.

{kind=link}