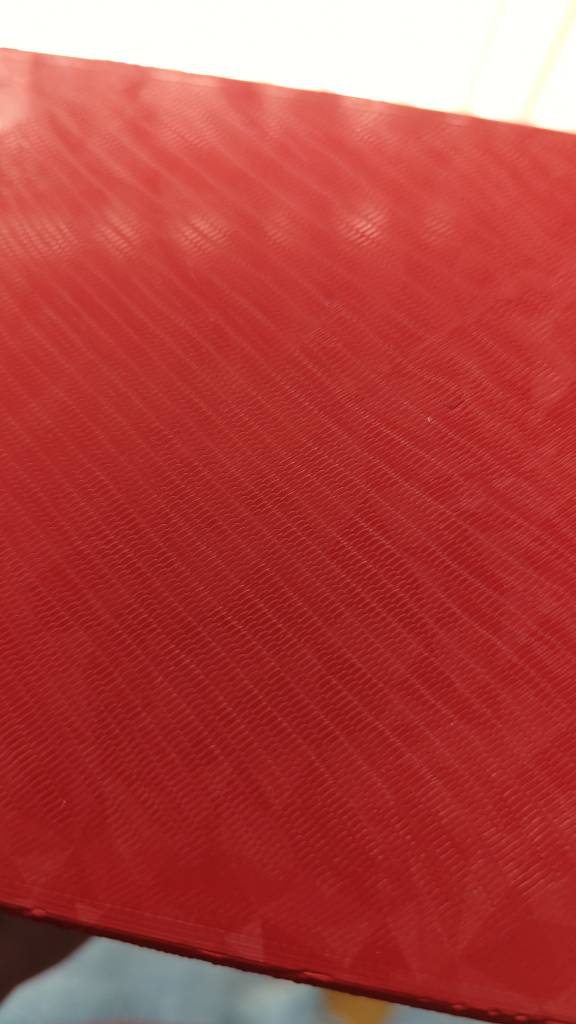
I’m printing with PLA on a “PEO” print bed (really a textured PEI), on my heavily modified ender 3, and there’s a pattern on the bottom of my first layer that I’m trying to get rid of. The top of the first layer looks fine, and changing the z offset in either direction doesn’t help. I’ve also tried slowing down the print speed because I thought the extruder might be skipping, but I’m still seeing it at 10mm/s. Any idea what could be causing it, and how to get rid of it?
Pic: https://sh.itjust.works/pictrs/image/31cd6cef-16de-47b3-995f-197f7d0b432d.jpeg
Edit: the first layer went down from the bottom left to the top right, but the pattern I’m seeing is perpendicular to the extruder path
That is a high quality slice of tuna.
Thanks, now I’m hungry
Possibly a little too close to the bed. Causing filament to push out and overlap beyond where it should.
I tried adjusting the z offset to raise the nozzle, but it didn’t help.
Maybe you didn’t raise it enough? It is definitely the sign of being too close to the bed.
you’re layer adhesion is fine?
Do you see the pattern in the textured bed? what happens if you get some modeling clay or playdough or a kneading eraser, or anything like it and press it to the plate?
If it’s not just a texture coming off the build plate (guessing not on your comments?) and it’s not from your z offset/first layer height, then I would look at your temperature settings (might be too hot?) and check that your expected extrusion widths are matching what you are in fact getting.
Layer adhesion is great.
No, this pattern isn’t coming from the bed. The bed actually has a polygon pattern that I’m trying to get the plastic to pick up. Sellers on Amazon/ebay/Ali are calling it PEO, but it’s really just PEI with a fine texture that diffracts light. The pattern from the bed comes through really well on the perimeter of anything I print, but not the center.
I forgot to mention, but I also played with the extrusion multiplier (both directions) and it didn’t make a difference. I’ve also gone through the klipper docs and TeachingTech’s calibration guide, the printer is fairly well calibrated at this point.
How’s your temperature? Could be printing too hot. Both on the nozzle and the bed.
It’s hot - 60 bed, 220 nozzle. I’ll try 40/200
I’d suggest taking it down to 210, 215. a bed at 60 should be normal. If you have one take an IR thermometer and read off a sheet of paper (or a 1-layer print. the thermometers aren’t so good at reading glossy surfaces.) IIRC, for most PLA’s the glass transition temperature is around 70 so 60 should be right there.
Glass transition is where the plastic begins to soften and be bendable/moldable.
40/200 looks the same as 60/220. I can try 60/210 but I don’t think it will be any different.
I tried printing a disk with the bed at 70c and it looks better. Going to try with it even higher. This sheet has a +0.350 z offset compared to my normal PEI sheet, so that might contribute to low heat conduction.
Careful. Too high and you will get failed prints. (Somewhere around the glass transition temp,)
For PETG that’s not that hot. On my i3 clone I was usually 70 bed and 230-235 nozzle. I would try a temp tower and do what looks best. Based on what you’ve said so far, temp does seem like a possible culprit.
This is PLA, I can’t get PETG to stick to the “PEO” bed plate.
Ah, sorry. That does sound a bit hot for PLA. I still suggest a temp tower. If you’re having bed adhesion issues, have you cleaned your bed with dish soap lately? Be sure to use only paper towel to clean/dry it - not a sponge or towel. If that’s impractical, I’ve found Windex to work better than IPA.
I call this one: out of sight, out of mind
It was out of mind until I got this new build plate with a fancy texture that I want to imprint on my prints.
Not sure how much this is worth, but it seems to me what happens is that a flap squeezes out forward when you’re a little too close, or when the bed isnt adhering well to the material, which can be sometimes improved with some more heat. By habit I always clean with Isopropyl and I notice it less on my textured Prusa bed.
This is either A: Simply too close to the bed, or B: Your nozzle is wallowed out due to printing glow in the dark filament or carbon fiber, so you’re printing a fatter bead of plastic than your slicer thinks you are.
This is the result of your nozzle tearing up the previously laid down plastic and folding it over as it follows the path.
I would have guessed the same as others that it was interactions between the nozzle and the bed or some texture on the bed. Especially since we don’t see any normal extrusion lines which are normal on the first layer.
Since you’re confident it’s not, are there artifacts elsewhere on your prints that might be a clue? Is there anything going on with your nozzle? Maybe some wear, chips,or inconsistent flow? If you print just the first layer what does it look like from the top? Does it help describe what we’re seeing?
This looks kinda like ABL compensation I usually run bed visualizer when I see patterns like this
My bl-touch mount broke so I’ve been doing manual bed leveling for a while. I just finished printing a 185x185mm part (half of a dactyl keyboard) and the first layer looked great from the top.
Edit: I also deleted the old bed mesh from my klipper config when the bl-touch broke
Bad bearing on a moving part. Or a bur along a rail, It catches just enough to cause the smooth motion to jitter a bit as the head moves along. Blobbing the material down instead of spreading it nice and even.
Sorry but this is not even close.

{kind=link}