
{kind=link}
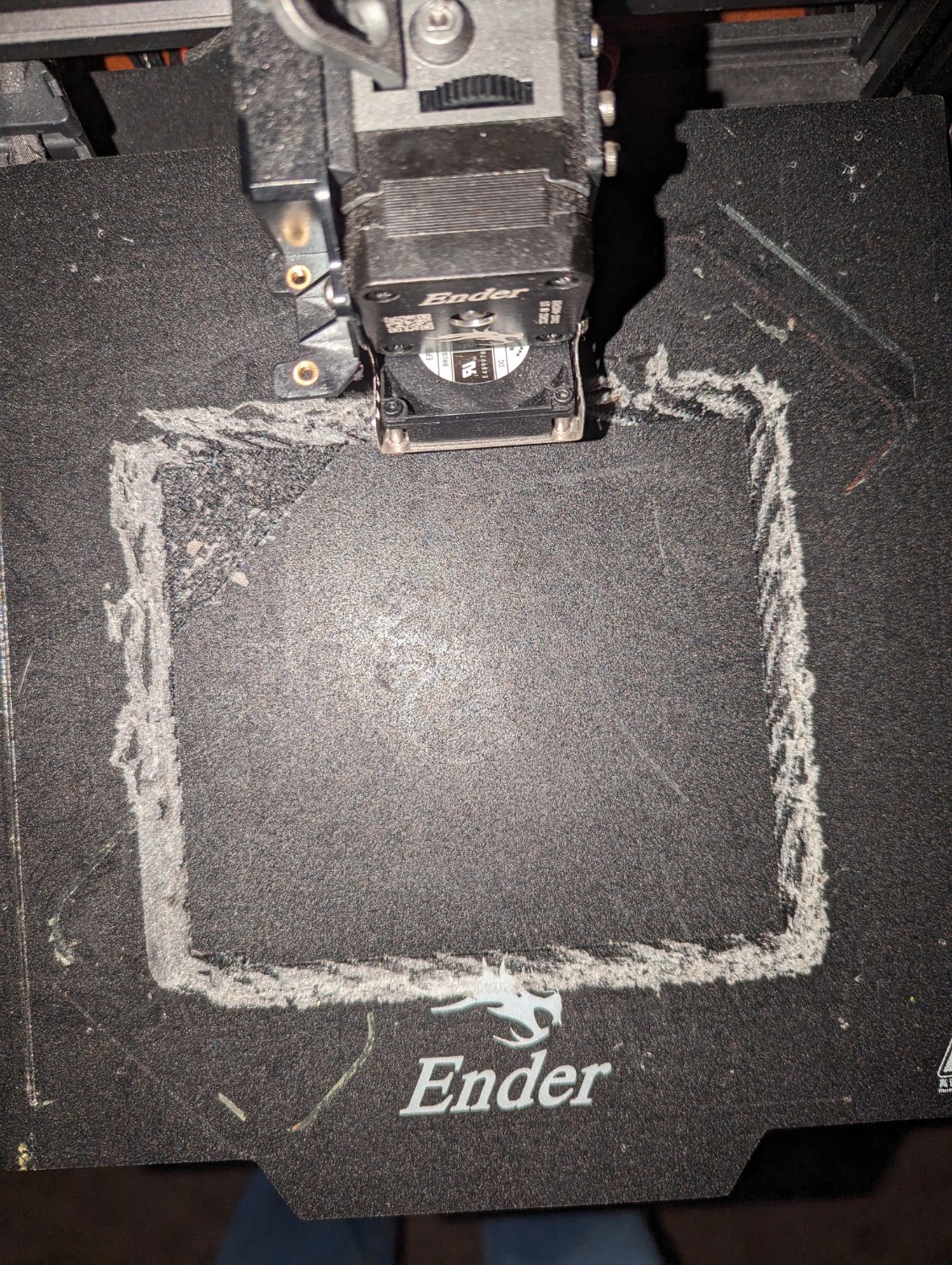
Ive been trying to get my 3D printer to print properly since upgrading my Ender 3 Pro with an all metal direct drive hot end. I calibrated my esteps perfectly and they’re spot on, beds leveled although there is a bit of a dip in the middle, and my slicer has the right settings for this PLA that is new and just opened from the air tight bag. Not sure why im getting these weird first layers.
Slicer settings: 200c hot end 60c bed 50mm/s
Filament recommendations 190-220c hot end 25-70c bed 50mm/s
X-Steps 80mm Y-Steps 80mm Z-Steps 400mm E-Steps 437.6mm
Any recommendations of what to try?
You must log in or register to comment.
Does it extrude fairly normally with the nozzle well above the bed? If not, I agree with the jam theory. If yes, your nozzle is probably too close to the bed.
When its just extruding like 100mm just as a test its fine, but I haven’t done it yet with when it retracts so it could totally be that.
It probably wouldn’t jam this quickly on your first layer if it was a retraction issue. Yes, update your config for less retraction on a direct drive extruder, but don’t be surprised if you keep seeing this.
Looks like it’s got a jam. Did you reduce retractions with the direct hotend? If not, you are probably retracting way too far, which will cause filament to solidify in the cold area and jam up.
That probably explains it, I didn’t change it and I remember hearing direct drive printers need smaller retraction amounts so I’ll check that out
I second the jam idea, it’s probably a clogged nozzle.
Are you too close to the bed? Maybe you need to change your z stop/offset with the new hot end
This ended up being the issue, I leveled the bed with the hot end and bed both heated before I started the print in the picture, so I’m not sure how it got so bad, so I guess I did a really bad job. I also messed with the retraction and got it in line and will have to more finely tune it later
Strange Extrusions
Good band name