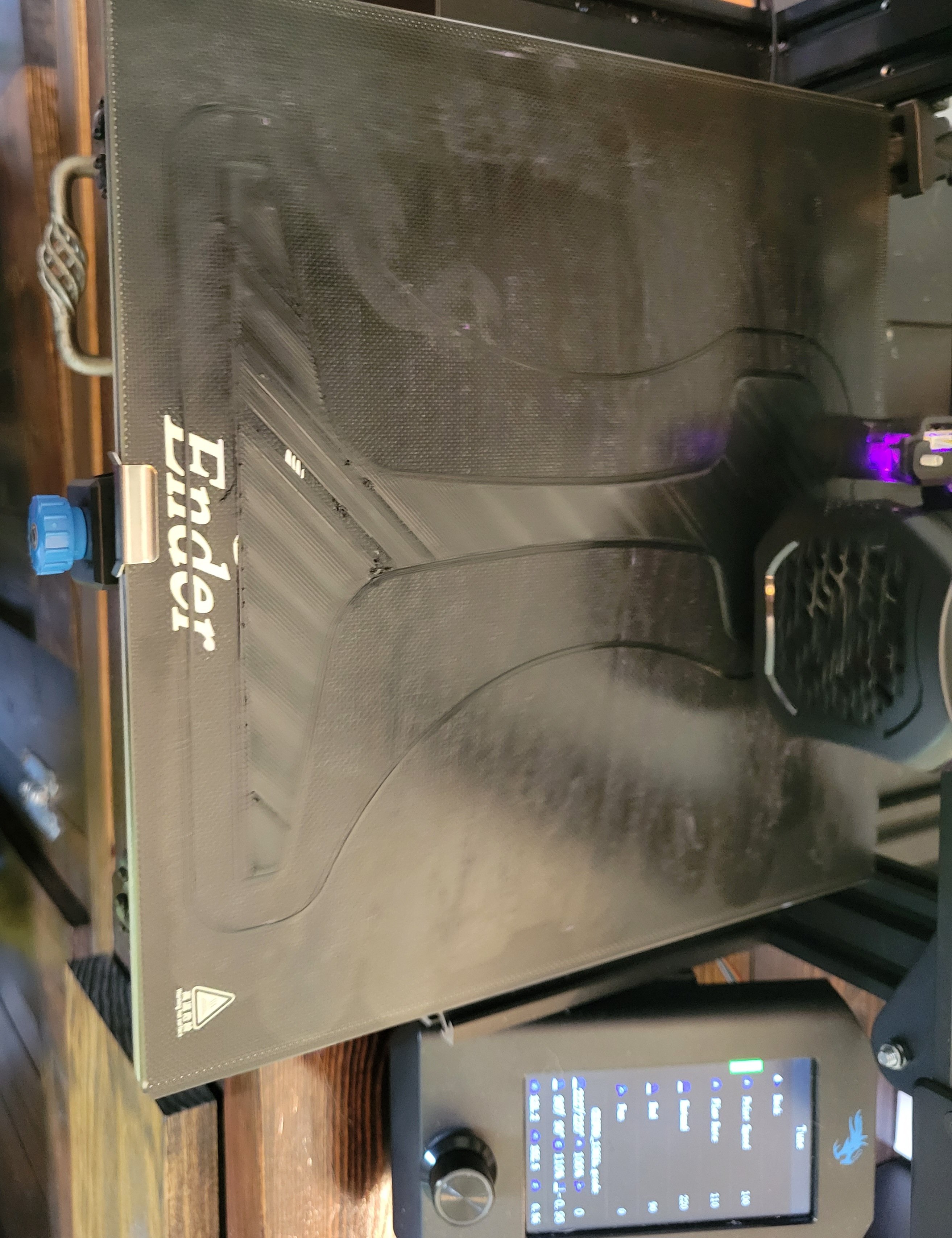
Hey all, so this is the biggest thing I’ve tried to print. I’m using PETG. I’m getting a lot of repetitive bands of underextrusion that seem to stack up and get worse as the print progresses.
What do you think is causing this? Is this just an inherent thing in the way an Ender 3 works by moving the bed?

Starting with the hotend too close to the bed?
I had an ender 3 and never got it printing consistently. Level the bed, try again. Level the bed, try again. Ad nauseam. My recommendation would be to level the bed and try printing again.
The number one problem with the E3 is the crappy extruder it comes with. My first recommendation to every E3 owner is to swap it for a geared extruder. You will knock out a huge source of inconsistency.
Interesting! My next will be a prusa I think. They’re pretty bulletproof.
I second “not hot enough”. The PETG lists it’s ideal temp as 230 on the reel, but it seems to need closer to 245-250 or I get similar.
Er, the PETG I have, I mean
That’s too bad, I heard the ender really struggles with these higher temps.
The “struggle” is having a PTFE lined hotend which have a maximum temperature limit between 200 to 250C depending on what pets you have, and a thermistor that maxes out at 285C - both which are well within the PETG temperatures though. Ignore both of those and the heater actually has enough oomph to cause the aluminium heater block to melt into a puddle.
I wonder if the hotend isn’t hot enough. My Prusas use 230° as the default hotend temp for PETG. Maybe try increasing it?
Other problems aside, you do not want to print PETG on that surface without glue stick or tape in between.
The typical guesses in a case like this:
- Bed leveling
- Crappy extruder that needs to be tightened or better replaced (I can really recommend the TBG Lite, amazing extruder)
- Temperature too low
- Crappy or wet filament (wet doesn’t apply to PLA, but PETG prints super bad when wet)
Or all of the above.
It could be underextrusion, but the one time I produced something like that, it turned out that I’d borked a setting while I was slicing the model (of course, I can’t now remember which setting, and I have a completely different printer). It’s worth double-checking, anyway.
Make sure your nozzle is high enough too. Whereas PLA needs to be squished down against the build plate, PETG should ‘lay’ down from the nozzle. Or else it will stick to the nozzle instead of the previous layer. If you’re manually leveling using the paper method, you would want to use something thicker like a note card instead of the usual sheet of paper.
I recently had an issue that caused similar issues. Ended up being a bad wheel on the Z axis. Wheel was damaged and the carriage would move up and down as the Z axis traversed causing that stripped pattern.
Good luck!



{kind=link}