
{kind=link}
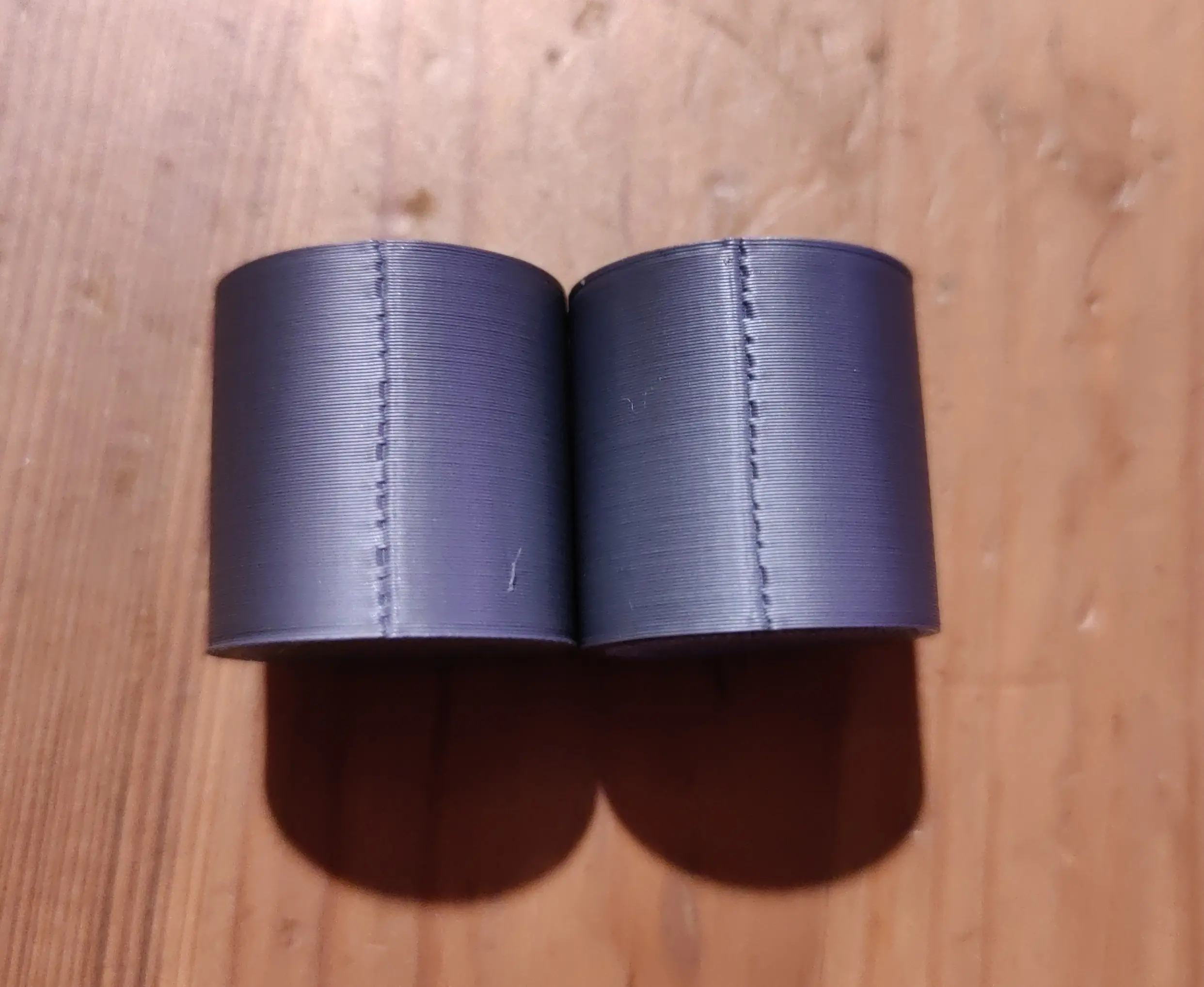
I have trouble fixing the terrible seams I’m getting. I’ve followed Elli’s print tuning guide and calibrated extruder, tuned PA (it’s now 0.035) and extrusion multiplier.
I’ve tried adjusting both retraction length and speed, but it doesn’t seem to have much impact. I’m not using “wipe on retract” or “retract on layer change”, I only retract if travel distance is longer than 3mm. Retract is 0.3mm @35mm/s.
I’ve tried reducing PA smooth time too, but this also doesn’t seem to have a noticable impact.
I’ve tried reducing seam gap from the default 10% in Orca all the way down to 0%, but the bad seams persist.
I’ve tried with “wipe on loops” both disabled and enabled with no difference.
I’ve tried with both arachne and classic wall generator, no difference.
I’ve tried different wall orders, inner/outer, inner/outer/inner and outer/inner, all with the same bad seams.
Filament in the picture is matte PLA, it is without doubt dry and generally prints well aside from the seams. It’s stored vacuum sealed with silica, and I use a filament dryer to dry if I suspect wet filament.
I’m running out of ideas for where to tweak to get a decent result.
What printer do you use. This is a mechanical issue. It’s something binding as the one x or y is traveling could be a bearing or the stepper motor it self. It prevents the arc from being fully formed even though the machine thinks it is key point you made is that randomized z seam leaves the same mess, but if notice it’s not all the layers are cut short only some.
Take the belt off and move the axis by hand slow and easy do you feel anything that isn’t smooth like silk? That would be it. Feel the stepper is the drive gear tight any slip ?? Any play in the shaft side?
Edit
Looking at the pictures again I’d bet that if you went taller and printed faster, it would be even worse because the bad part got hotter and more bound up more Alternatively printing faster might make it better because you have the inertia to push past the binding spot.
It’s an anycubic kobra 2 running klipper.
Randomized seams leaves the same mess, but randomly distributed around the model and not aligned like in the picture. But each seam is equally bad everywhere on the model.
Speed doesn’t seem to affect the issue, I’ve tried both 30mm/s and 100mm/s
I disassembled the X and Y axes yesterday to check the motion system, moving by hand seems as smooth as it’s ever been, no slip that I could feel. I think one roller on the X axis is very slightly oval unfortunately, but moving the model to different locations have no effect on this, and rotating models so seams align differently on the axes doesn’t change anything, so I don’t think that’s the source of the issue.
Can you post the g code ?
I’ll post it later today